+86 139 5134 9332 customer601@sunhongco.com
 Melayu
MelayuViews:0 Pengarang:Editor tapak Masa Terbitkan: 2025-11-03 Asal:Tapak








Cara Meningkatkan Proses Pemangkasan Kelebihan Kertas
Pinggir pemangkasan dan muncung pemotong ekor
Nozel pemangkasan pinggir digunakan terutamanya untuk memangkas pinggir kertas dan memotong ekor. Tujuan pemangkasan pada mesin kertas adalah untuk memisahkan tepi yang terbentuk, iaitu untuk memisahkan tepi basah dan kering yang tidak teratur dan longgar kertas selepas terbentuk, dengan itu membentuk kelebihan yang bersih dan tepat. Ini bukan sahaja memastikan bahawa kertas itu boleh dipotong mengikut saiz produk yang dihasilkan, tetapi juga mengurangkan kejadian kerosakan kertas semasa proses berikutnya.
Untuk mencapai kesan yang dikehendaki dari muncung pemangkasan kelebihan, adalah perlu untuk secara komprehensif mempertimbangkan dan mengoptimumkan dari aspek berikut:
1. Penyelenggaraan muncung trim untuk pemangkasan
Nozzle pemangkasan adalah 'hati ' sistem pemangkasan, dan keadaannya secara langsung menentukan kualiti pemotongan. Pastikan muncung pemangkasan berada dalam keadaan baik. Pakai muncung pemangkasan akan melemahkan aliran air, mengakibatkan penurunan yang ketara dalam kecekapan pemotongan.
Pakai dan lusuh menyebabkan lajur air pecah dan berselerak sebelum mencapai lembaran kertas. Apabila bentuk lajur air pecah, ia mula atomize dan kehilangan bentuk 'kaca '. Zarah -zarah kecil yang jatuh dari aliran air juga boleh melemahkan daya impak aliran air, yang membawa kepada pemotongan yang tidak teratur, burrs, lukisan serat, dan kerosakan kertas. Secara kerap menggantikan muncung membantu menghalang isu -isu ini daripada berlaku kerana haus dan lusuh. Bahan berkualiti tinggi seperti muncung Ruby boleh memanjangkan kitaran penggantian.
2. Tekanan air yang sesuai untuk pemotongan kelebihan bersih
Tekanan air adalah parameter utama yang menentukan kualiti pemotongan. Sekiranya tekanan terlalu rendah, aliran air muncung tidak dapat memotong kertas dengan berkesan. Sekiranya tekanan terlalu tinggi, ia boleh menyebabkan masalah percikan dan merosakkan kain pembentukan di mana kertas itu terletak.
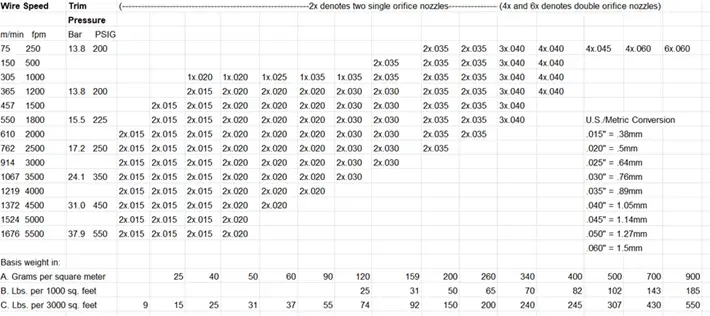
Penetapan tekanan air perlu mengambil kira pelbagai faktor seperti berat kertas, kelajuan garis pengeluaran, dan aperture muncung. Apabila tekanan air tinggi, daya impak aliran air lebih besar, dan pemotongan bersih. Jadual berikut menyediakan cadangan untuk menyesuaikan aperture muncung dan kuantiti berdasarkan faktor -faktor seperti kelajuan talian operasi, tekanan air yang digunakan, dan berat asas kertas yang dihasilkan.
3. Gunakan muncung trim lubang ganda atau gunakan dua muncung trim
Dalam pengeluaran kertas, proses pemangkasan adalah penting untuk kestabilan kualiti dan operasi produk siap. Penggunaan muncung lubang ganda atau dua muncung adalah pendekatan yang disyorkan. Di kilang kertas, air segar dan bersih adalah sumber yang berharga. Walaupun memotong muncung mengambil sedikit air berbanding dengan proses lain, masih penting untuk memberi perhatian kepada pemuliharaan air. Menggunakan muncung lubang ganda membolehkan penggunaan serentak pelbagai aliran air diameter yang lebih kecil. Ini bukan sahaja dapat mencapai pemotongan bersih, tetapi juga mengurangkan jumlah air yang diperlukan untuk operasi ini.
Salah satu sebab untuk menggunakan muncung lubang berganda adalah untuk redundansi. Sekiranya terdapat gelembung di dalam paip air atau gangguan lain dalam aliran air utama, set kedua aliran muncung akan memberikan pemotongan redundansi. Ini membantu memastikan kertas itu dapat mencapai pemotongan kelebihan lancar dan bersih pada setiap masa. Kesan pemotongan yang bersih dapat mengurangkan kemungkinan kerosakan kertas pada barisan pengeluaran.

Muncung lubang tunggal

Muncung trim lubang berganda
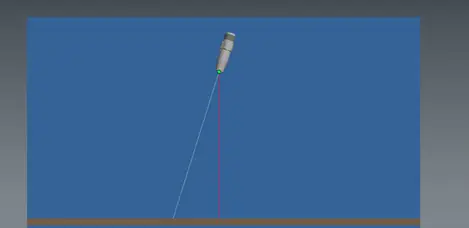
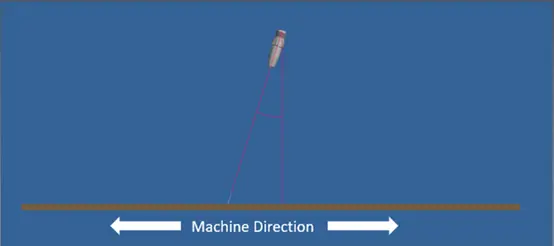
4. Pengaturan muncung dan sudut semburan
Condongkan muncung trim pada sudut 10-20 darjah ke arah operasi mesin, menghadap ke arah pengeringan.
Melaraskan sudut muncung pemangkasan adalah terutamanya untuk mengelakkan kabut air percikan kembali ke mesh atau kain. Walaupun percikan berlaku, titisan air akan kembali ke kertas dan bukannya terkumpul di luar muncung. Sekiranya kabut air kembali ke muncung, serpihan mungkin mematuhi luar muncung. Sebaik sahaja serpihan berkumpul terlalu banyak dan jatuh ke atas kertas, terdapat risiko kerosakan kertas di dalam mesin.
Reka bentuk muncung pemangkasan juga merupakan titik utama. Nozzle trim dengan tepi outlet bersudut boleh dipasang secara berarah untuk membolehkan serpihan atau titisan jatuh ke bahagian yang rosak kertas, dengan itu mengelakkan pencemaran kertas yang berkesan.

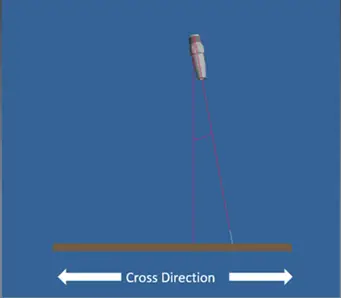
Condongkan muncung trim secara mendatar ke arah pinggir mesin dengan 5-15 darjah
Apabila muncung pemangkasan condong ke arah pinggir mesin, ia membantu memisahkan kelebihan kertas yang pecah dari web kertas utama. Pastikan kelebihan kertas yang rosak tidak secara tidak sengaja disusun semula selepas operasi pemotongan tepi selesai. Apabila muncung dan saluran paip juga condong ke arah pinggir mesin, sebarang titisan atau serpihan boleh tertumpu pada pinggir yang pecah kertas, menghalang mereka daripada jatuh ke web kertas.
Letakkan muncung pemangkasan 50-150mm di atas kain pembentukan
Memilih jarak semburan pemangkasan yang sesuai adalah penting. Sekiranya muncung pemangkasan terlalu dekat dengan web kertas, ia akan menyebabkan sejumlah besar bahan yang disembur untuk percikan kembali ke muncung, merosakkan kain. Sebaliknya, jika muncung terlalu jauh dari web kertas, lajur air yang disembur akan mula pecah, mengakibatkan penurunan daya impak dan ketidakupayaan untuk mencapai kesan pemotongan yang bersih.
Oleh kerana mod operasi yang berlainan setiap mesin, kami secara amnya mengesyorkan jarak penyemburan antara 50mm dan 150mm, dengan nilai tertentu diselaraskan mengikut keadaan pengeluaran sebenar setiap peranti. Ia juga perlu mempertimbangkan pelbagai faktor seperti gred kertas yang dihasilkan, tekanan muncung pemangkasan, dan kelajuan mesin.
Letakkan muncung jarum air di belakang tangki sedutan vakum mesin kertas berkelajuan tinggi
Pada mesin kertas berkelajuan tinggi, air yang dihasilkan oleh proses pemangkasan atau penggelek sedutan boleh membasahi web kertas, menyebabkan tepinya ditutup lagi. Keadaan ini boleh menyebabkan kerosakan kertas dan meningkatkan penggunaan tenaga di bahagian akhbar dan pengering. Sekiranya proses pemangkasan dijalankan selepas itu, ia dapat mengurangkan kemungkinan menjahit semula tepi web kertas ke web kertas.